GRAFICOS P
Un gráfico P es un gráfico de control del porcentaje o fracción de unidades defectuosas (cociente entre el número de artículos defectuosos en una población y el número total de artículos de dicha población). Los principios estadísticos que sirven de base al diagrama de control P se basan en la distribución Binomial: supóngase que el proceso de producción funciona de manera estable, de tal forma que la probabilidad de que cualquier artículo no esté conforme con las especificaciones es p, y que los artículos producidos sucesivamente son independientes; entonces, si seleccionamos k muestras aleatorias de n artículos del producto cada una, y representando por Xi al número de artículos defectuosos en la muestra i- ésima, tendremos que Xi ≈ B(n,p).
Gráfica de Proporciones (o Gráfica p) analiza la proporción de artículos que no cumplen con las específicaciones en un lote producido. Se considera que un artículo es defectuoso cuando éste no cumple las especificaciones. Los datos de atributos por tanto sólo asumen 2 valores: "bueno" o "malo" ("aceptable" o "defectuoso").
Para construir una Gráfica p se requieren tomar muestras suficientemente "grandes" para que contengan varios artículos defectusos. Principalmente se busca garantizar que la muestra sea representativa de la población. Es conveniente definir claramente el procedimiento de obtención de las muestras de modo que se puedan identificar posibles causas asignables que expliquen, por ejemplo, una proporción mayor de defectuosos.
Ventajas
- Representa el porcentaje de fracción defectiva
- Tamaño de muestra (n) varía.
- Principales objetivos
- Descubrir puntos fuera de control
- Proporcionar un criterio para juzgar si lotes sucesivos pueden considerarse como representativos de un proceso
- Puede influir en el criterio de aceptación.
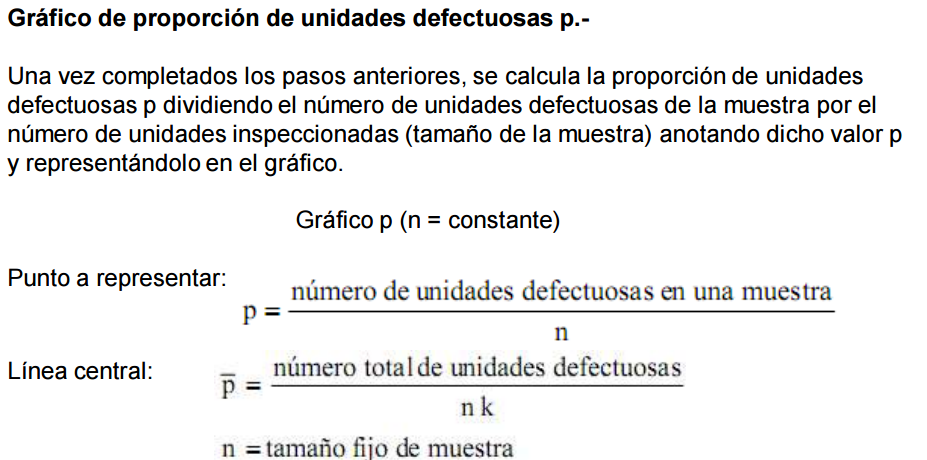
Calcular la fracción de unidades no conformes, "p" Para cada muestra se registran los siguientes datos:
- El número de unidades inspeccionadas "n".
- El número de unidades no conformes.
- La fracción de unidades no conformes "p" según la fórmula: p = (unidades no conformes / n) 100
Formula de calculo de limite control superior.

Formula de calculo limite inferior

COMO REALIZAR CALCULOS PARA UN GRAFICO P





















 se define como:
se define como:
 y el número de defectos correspondientes es
y el número de defectos correspondientes es  .
.

 fig.1
fig.1







 Figura 2
Figura 2 figura 3
figura 3 figura 4
figura 4 figura 5
figura 5